{钣金铝单板}开料焊接组装打磨
发表时间:2018-10-15 00:00:00
如果有人问起铝单板厂家那个好,十有八九都说自己厂家好,能做多大多难的工程都不在话下。然而,只要能做就是好厂家了吗?我们得从客户的角度考虑,针对不同的客户给出不同的服务,例如:新客户对铝单板不熟的情况下,特别是钣金铝单板,无论是从开料、焊接、组装、打磨等工艺都是非常关键,没有最好厂家,只有更好的为客户创新的服务。
1、设计并绘出其钣金件的零件图,又叫三视图.其作用是用图纸方式将其钣金件的结构表达出来.(由现场施工队绘制草图,发往铝单板厂家,经厂家技术人员设计深化)
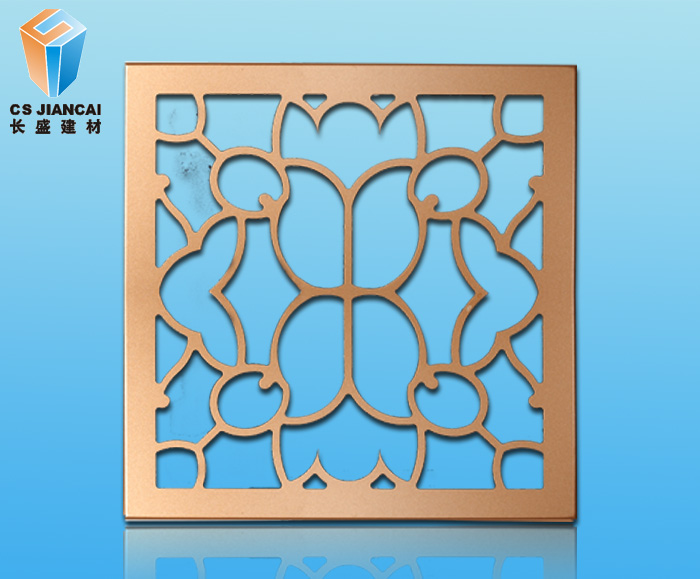
2.绘制展开图.也就是将一结构复杂的零件展开成一个平板件.(如三角形,平行四边形,及其他不规则形统称异性板都需要绘制展开图,铝板上的冲孔及雕花镂空形状都在该过程完成.该过程视异性板多少定下单时间长短.)
3、电脑排版用料套料.将不同铝单板的展开图经电脑排序,排列在不同大小的板材上已达到铝板基材的大利用率.
4、异性板的编程,将不规则铝板的展开图导入程序编码,做成机器识别的程序,等待数控雕刻开料.
5、开料方式
(1)、剪床开料:是利用剪床剪出展开图的外形长宽尺寸.若有冲孔、切角的,再转冲床结合模具冲孔、切角成形.
(2)、冲床开料:是利用冲床分一步或多步在板材上将零件展开后的平板件结构冲制成形.其优点是耗费工时短,效率高,可减少加工成本,在批量生产时经常用到.数控冲床在模具的配合下可以冲出一些特别形状的镂空效果。
(3)、数控雕刻机开料:数控雕刻机下料时首先要编写数控加工程序.就是利用编程软件,将绘制的展开图编写成数控加工机床可识别的程序.让其跟据这些程序一步一步的在一块铝板上,将其平板件的结构形状冲制出来.加工时要注意如何排版比较合理省料.
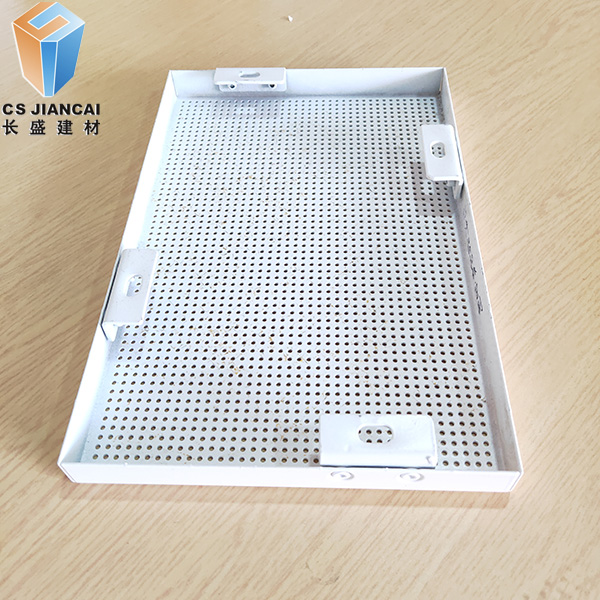
(4)、冲孔:就是用冲床按图纸在铝板上冲出相应的孔位,以便组装时安装角码.加工时要注意孔位间距及孔位边距是否正确.
(5)、折弯:折弯就是根据图纸将2D的平板件,折成3D的零件.其加工需要有折床来完成操作.它也有一定的折弯顺序,其原则是对下一刀不产生干涉的先折,会产生干涉的后折.
对于一些折弯比较发杂或者几个折弯太过靠近的情况可以用数控开槽机对某些折弯处进行开槽处理,然后折成需要的角度.折弯前要先测量开好的原料各边长度是否正确,折弯后用量角器测量各弯度是否正确.
卷板:就是把需要完成相应弧度的板材用数控卷板机进行加工
6、焊接
焊接就是将多个铝材零件组焊在一起,达到加工的目的或是单个铝板的边缝焊接,以增加其强度.我公司铝单板的焊接用的是氩弧焊.当需加工出的铝板的结构比较复杂时可拆分为几部分,通过焊接打磨来达到终效果.
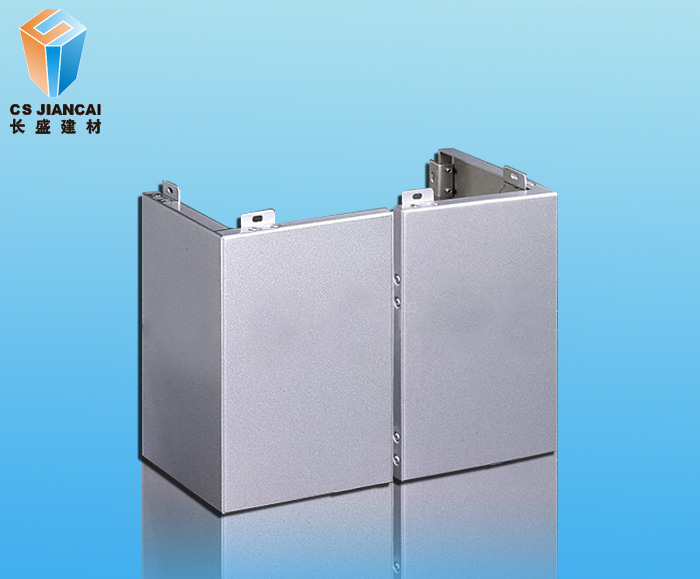
7、组装.所谓组装就是将多个零件或组件(铝板、角码、加强筋等)按照一定的方式组装在一起,使之成为一个完整的料品.(其中需注意的就是对料件的保护,不可划碰伤.
组装是一个料品完成的后一步,若料件因划碰伤而无法使用,需返工重做,会浪费很多的加工工时,增加料品的成本.因此要特别注意对料件的保护.
8、打磨,将铝板焊接部分及经打磨抛光,使铝板表面光滑平整.